3.锯床断带原因:
a.导向块磨损造成锯背磨损,使锯床锯带背部产生裂纹导致断带。导向块合金有明显磨痕及凹槽,锯背有不规则划伤并在划伤处断裂,要经常检查。
b.夹紧块因过紧或过松而磨损,使锯带侧面划伤。过紧增加锯带的负荷使之断裂;过松可使锯带走偏或锯口有波纹。
c.锯速与下降速度配合不当,锯速低、下降速度快,锯带负荷过大而断带。锯速快而下降速度慢,工作效率低,齿尖易发生早期磨损,影响使用寿命。
d.上导向块间隙不合适,对锯背抵压过重,使锯带齿根处张力过大产生裂纹导致断带。检查方法:调整好两 的切点,使与两锯臂夹缝在同一水平线上,锯背 与轮肩保持一定距离,以不切断纸为宜。数控锯床带锯条崩齿的原因分析
开始进刀掌握失控,锯条没有缓慢平稳的接触工件,锯条快速下降冲击切削,造成齿尖瞬间超负载崩齿。
操作数控锯床时由于马虎行事,致使工件未夹紧或夹紧的工件并不牢靠,锯切时工件发生松动或振动状,锯齿在不确定的外力作用下被动打齿。
安装锯条不到位,锯条背部磨爬锯轮的止口边缘,使锯条异常工作。
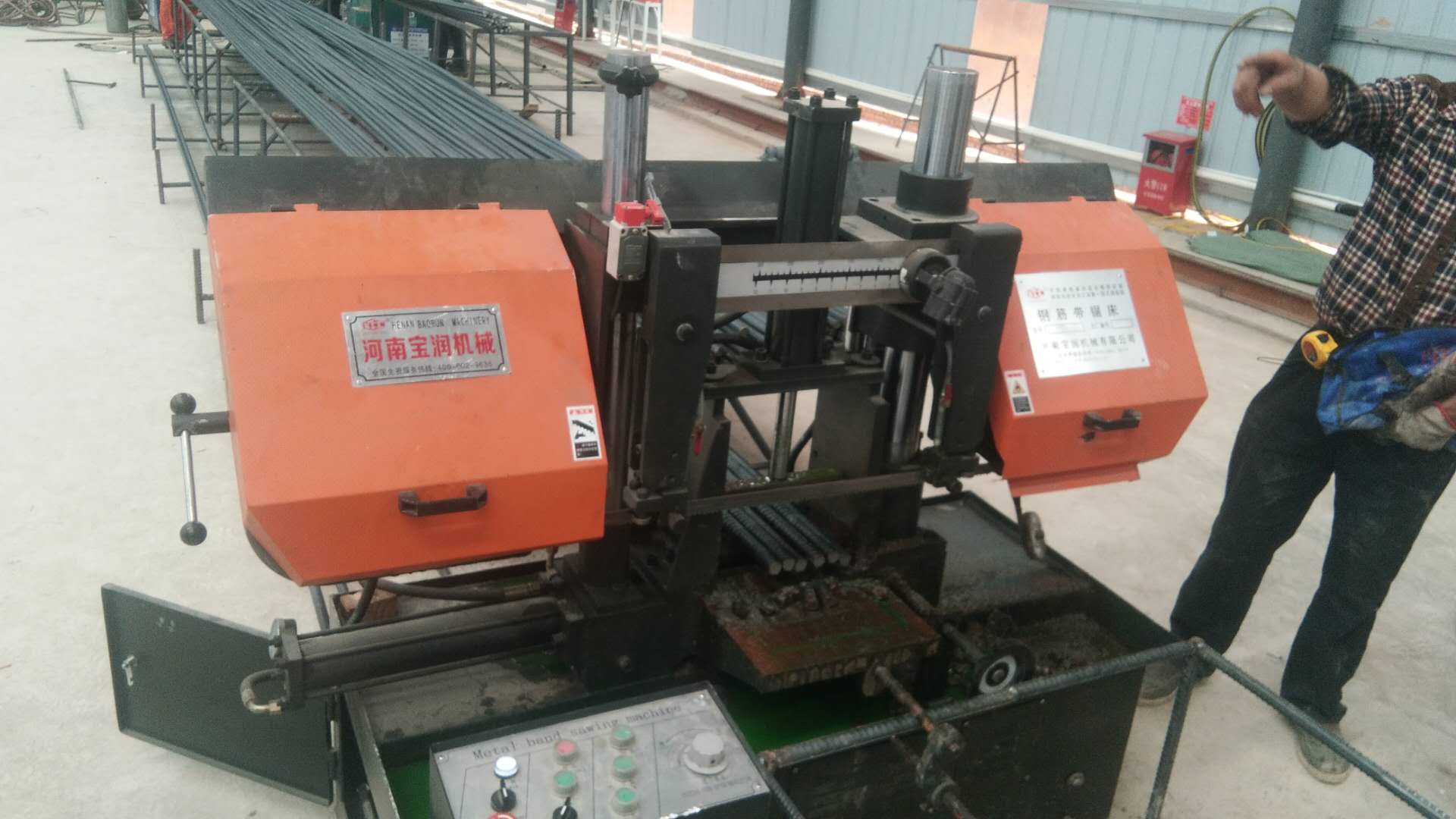
锯梁由厚钢板切割成形焊接而成,具有较强的刚性,其右后侧固定有蜗轮箱,箱内的蜗轮与锯梁上面的主动轮固接,二者同步旋转,左侧为被动轮和锯条张紧位置。锯床锯条的回转运动由主电机、皮带轮、蜗轮付经两级变速将驱动为传递到主动轮,再由主动轮、锯条驱动被动轮来实现的,锯条运转速度共三档(因锯床而异,有的是通过调节变频器速度来实现锯带速度的调节)。 液压传动系统由泵、阀、油缸、油箱、管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的夹紧。锯床通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。锯床电气控制系统由电气箱、控制箱、接线盒、行程开关、电磁铁等组成的控制回路,用来控制锯条的回转、锯梁的升降、工件的夹紧等,使之按一定的工作程序来实现正常切削循环。
【看累了,开心一刻】
逗比医生
小明生了阑尾炎,去医院做手术,因为阑尾炎并不是太过严重的手术,所以小明并不是全麻醉,还有一定的意识。
手术进行到一半,小明张了张嘴,看着正在忙碌的医生,显然是有话要说。
张了几次嘴,小明终于忍不住了,开口道:“大夫啊,我能跟你说个事情么。”
大夫一愣,点了点头道:“你说吧,在手术时候倾听患者的意见也可以。”
小明说道:“那个,大夫,你可认真点么,嘴里不要哼歌可以么,认真给我手术吧。”
大夫一听,有些恼怒的说道:“哼,我可是做了十几年医生的老大夫,一个阑尾手术算什么,再说了,我不是哼歌,我在给你唱佛经有安神的效果。”
小明挠了挠头道:“大夫啊,你不知道啊,我是编舞的,你唱的那佛歌有小苹果的调调,搞得我老想起来蹦一曲。”
不占工期,环保,,经济,投资少,成本低,本机通过市场调研创新,液压上采用超高压(80MPa),(5,42L/min),低能耗(4KW),精密度,性能好,高效率,品质优良,场后,深受到广大用户的好评,一。
用途本机是建筑钢筋连接的上道工序机械,它的主要功能是把建筑用螺纹钢筋头部挤压墩粗,达到增加钢筋头部直径的目的,二,特点:本机床采用先进液压系统和电动结构原理,机床启动后,只须按一次按纽,即可完成一次墩粗操作且自动回程。
模具长期可以使用,加工效率快,质量好,整体镦粗工作完成,加工精度高,质量保证,钢筋镦粗利用冷镦的原理使钢筋端头塑性变形,直径增大4~6mm,工螺纹,使加工螺纹后的实际截面积大于原钢筋截面积,强度,这种镦粗后的螺纹接头经拉伸实验检测全部断于母材。
不占工期,环保,,经济,投资少,成本低,本机通过市场调研创新,液压上采用超高压(80MPa),(5,42L/min),低能耗(4KW),精密度,性能好,高效率,品质优良,场后,深受到广大用户的好评,镦粗机利用冷镦的原理使钢筋端头塑性变形。
直径增大4~6mm,然后再加工螺纹,使加工螺纹后的实际截面积大于原钢筋截面积,大大提高接头的抗拉强度,这种镦粗后的螺纹接头经拉伸实验检测全部断于母材,适用于要求较高的工程,采用先进液压系统和电动结构,新产品。
紧固各部螺栓,作好防护,冷镦机启动后应先空运转,调整上下模具紧度,对准冲头模进行镦头校对,确认正常后,方可作业,镦粗机未达到正常转速时,不得镦头,当镦出的头大小不匀时,应及时调整冲头与夹具的间隙,冲头导向块应保持有足够的润滑。
不合格的镦粗头,应切掉后重新镦粗,严禁对不合格的镦粗头二次镦粗,否则会使镦头弯曲,裂开,钢筋镦粗机墩粗机操作规程:凡从事钢筋镦粗的工作人员必须经过的技术培训,技能考核合格后方能上岗,镦粗机连续工作,油温不得超过50度。
当温度过高时要停机降温后才能使用,镦粗机镦长钢筋时,要用工件托架对准中心,防止机器倾倒,镦粗机必须熟记各规格钢筋冷镦时的压力,严防超压,镦粗机模腔滑运面,常除氧化皮,加油,镦粗机高压油泵的维修应该室内无尘条件下进行。
加油和维修过程严防沙尘进入油路系统,注入液压油,必须通过滤油网入油管,镦粗机严禁开机离人,造成活塞行程走过头,破坏活动冲模镦粗机钢筋下料的切口,切面要与钢筋纵轴垂直,不得出现马蹄形切口或拱曲,不得有横向裂纹。
端部不直应调直后下料加工,镦粗前镦粗机应先回零位,钢筋要直插入,顶紧,保证镦粗段钢筋预留长度,每班结束后,装上凸模(顶压头)并且旋紧凸模压紧螺母,然后使凸模与凹模模腔中心对准,在镦粗15-20个头后必须再次旋紧凸模压紧螺母。
调整好转弯回程和停止开关,转弯回程调节不可超过镦压长度,钢筋镦粗加工:将钢筋压模槽中间,顶紧镦粗机镦头,开启电源开关-启动油泵-按自动工作按钮,两缸沿轴向运动,实现一个工作回程,回复到起始位置-拉出钢筋。
完成一个镦粗工作,检验:检查镦粗后的钢筋头直径是否合格,试镦粗钢筋合格后方能批量生产,镦粗机操作视频镦粗机使用注意事项:镦粗机严禁油箱无油或装油不足,镦粗机加工钢筋时钢筋必须放在模槽中间,镦粗机露天工作注意防晒防雨。
镦粗机调节大小时避免镦头撞到压模,河南宝润双缸钢筋镦粗机如何操作,墩粗机怎样使用,有什么注意事项呢,钢筋镦粗机操作规程及使用说明:钢筋镦粗机床的安装:镦粗机床必须安放平稳,保证墩粗机架四脚同时着地,接通镦粗机电源(必须带漏电保护装置)。